Indicateurs de production & Visual Management
Lors de la SAÉ 2.4, nous avons reçu une phase d'un camarade réalisée en SAÉ 2.3. À partir de cette phase, nous devions calculer tous les indicateurs OPI vus en cours (Top, Tcyeff, Takt…), concevoir une fiche de suivi et ensuite realisé l'usinage de la phase que nous nous somme attribuer en 18 heures d'usinage.
Création des documents de fabrication
Contrat de phase — Phases 30 & 40 du volant
Lors de la SAÉ 2.3, j'ai principalement travaillé sur le contrat de phase du volant, notamment les phases 30 et 40. Ce contrat comprend : la gamme d'usinage, le choix des outils, les paramètres de coupe (vitesse, avance, profondeur) ainsi que les cotes fabriquées et tolérances associées.
- Désignation des opérations (ébauche, finition, filetage)
- Paramètres de coupe calculés selon matière et outil
- Moyens de contrôle pour chaque cote
- Sélection d'outils catalogue Hoffmann
Le choix des outils était complexe : aucun outil théoriquement adapté n'était disponible en atelier. J'ai donc mené une recherche dans le catalogue Hoffmann et proposé deux outils pour la même opération : un disponible en stock, un idéal pour achat.
Contexte & Calculs théoriques
Top, Tcyeff, Takt, Charge, Capacité et Taux de charge
Nous avons reçu une phase d'usinage réalisée par un camarade lors de la SAÉ 2.3. À partir de cette phase, j'ai calculé l'ensemble des indicateurs OPI : temps d'ouverture, Takt, Top, Tcyeff, capacité horaire, charge et taux de charge.
Organisation sur le terrain
Flux de pièces, zone de mesure et management visuel
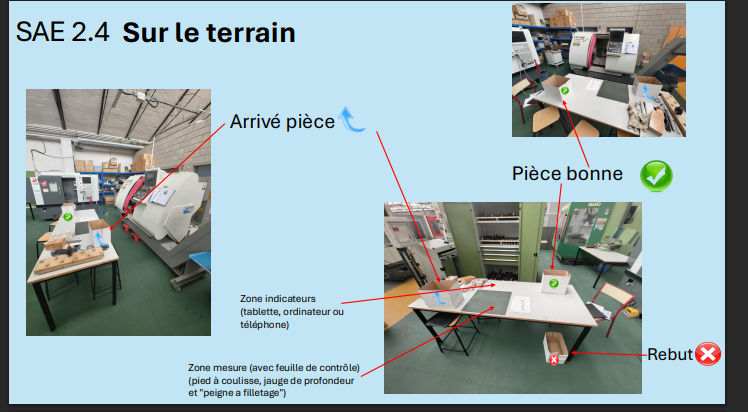
Le placement des boite de depôt a été optimisée pour réduire les déplacements et la reflexion necesair a l'operateur. en des zones distinctes : l'arrivée des pièces, la zone de mesure et la zone de rebut.
Avec une feuille de contrôle et des outils de mesure : pied à coulisse, jauge de profondeur et peigne à filetage
grace a la zone indicateur nous pouvons placer un ordinateur ou une tablette afin de noté ou visualiser les different suivi.
Fiche de suivi / Fiche de contôle
saisies par l'opérateur à chaque cycle d'usinage
La fiche de suivi permet de collecter en temps réel les données de production. L'opérateur renseigne :
- Heure de démarrage de cycle
- Heure début usinage
- Heure fin usinage
- Conformité
- Côtes
Usinage — Résultats réels
Phase 10 support sur machine conventionnelle · 8h
J'ai été affecté à la phase 10 du support sur machine conventionnelle horizontale. Une difficulté de perpendicularité est apparue dès le début, résolue en renforçant le serrage avec deux brides supplémentaires sur la table.
La machine conventionnelle est horizontale, la pièce perpendiculaire à l'outil et le montage mobile. Une opération de dressage/dégauchissage était indispensable. Après renforcement du serrage, l'enchaînement s'est effectué sans difficulté.
Ayant terminé mes 20 pièces rapidement, j'ai rejoint le poste pistons phase 40 (tour conventionnel) — phase critique pour le fonctionnement du moteur (~70 pièces à produire). Nouvelle prise en main complète : réglage du tour, lecture du contrat de phase, adaptation au rythme de production.
Analyse de performance — Le réel vs la théorie
Comparaison des indicateurs calculés et observés
Après discussion avec les opérateurs de la phase 20 du raccord (CTX200), voici la comparaison entre mes calculs théoriques et les résultats réels (valeurs divisées par 2 car seule la moitié des pièces a été usinée).
| Indicateur | Mes calculs | Résultat réel |
|---|---|---|
| Tcyeff | 11,25 min | 3,16 min |
| Capacité horaire | 5 pcs/h | 18 pcs/h |
| Charge | 3,75 h | 1,1 h |
| Pièces entrantes | 20 | 22 |
L'écart le plus important concerne la mesure — probablement grâce à l'expérience acquise au fil des cycles :
| Étape | Estimé | Réel |
|---|---|---|
| Mise en place | 30 sec | 5 sec |
| Usinage | 43 sec | 40 sec |
| Ébavurage | 30 sec | 30 sec |
| Mesure ⚡ | 300 sec | 40 sec |
| Fiche de contrôle | 30 sec | 10 sec |
Au fil des cycles, le temps de mesure a chuté de 300 sec à 40 sec grâce à l'expérience. Cette variable d'apprentissage devrait être intégrée dans le calcul du Tcyeff pour obtenir des prévisions plus réalistes.
Réponses aux questions
Organisation de la semaine & bilan personnel
La semaine était bien organisée grâce à l'Excel partagé : bon suivi, aucun problème majeur. J'ai cependant dû changer de poste en milieu de semaine, ce qui a nécessité de tout réapprendre. Ce changement s'est révélé bénéfique car il m'a permis de voir deux types d'opérations différentes sur la même semaine (machine conventionnelle horizontale + tour conventionnel).
Au terme de la semaine, chaque étudiant a assemblé, huilé et rodé son moteur afin qu'il tourne librement. Mon moteur a atteint :
Annexe
Journal de bord
J'ai tenu un journal de bord tout au long de la SAÉ afin de suivre mon avancée au fil des séances d'autonomie.
Ce que j'ai appris
La semaine était intense mais très enrichissante. Malgré le début difficile lié aux problèmes de perpendicularité, on prend rapidement ses marques. J'ai particulièrement apprécié la phase du piston, qui illustre bien comment l'expérience permet d'accélérer l'usinage sans compromis sur la sécurité. Au terme de la semaine, nous avons chacun assemblé, huilé et rodé notre moteur — le mien a atteint officiellement 2 200 tr/min, et officieusement 3 150 tr/min. Cette SAÉ m'a permis de comprendre avec un cas réel l'utilisation des indicateurs de production (Takt, Top, Tcyeff) et l'importance de la variable d'apprentissage dans les prévisions de temps.